| minitab学习系列(2) | 您所在的位置:网站首页 › 分析报表PP PPK是什么意思 › minitab学习系列(2) |
minitab学习系列(2)
|
系列文章目录
文章目录
系列文章目录前言一、认识CPK二、实例应用1.数据收集2.minitab CPK入口3.CPK参数设置4.生成图形
三、时间顺序对CPK的影响总结
前言
一、认识CPK
在SPC(统计过程控制中),主要分为: 控制图:是对过程的一种监控,预测,用于观察过程运行趋势,提前预防不良发生(控制图中的控制限是过程输出的,通过过程计算出来的);过程能力分析:是对过程进行检测,探测过程中将有多少不良发生(过程能力分析中的规格上下限是标准给出的,不随过程变动而变动); CPK:过程能力指数(短期过程能力指数) PPK:过程性能指数(长期过程性能指数)正态分析包括二项过程能力,DPMO、PPM、Z值等均属于过程能力分析,在SPC手册中:过程能力由造成变差的普通原因来确定,通常代表过程本身的最佳性能;在处于统计控制状态下运行过程,一般来说,由于受统计控制的过程服从可预测的分布,从该分布中可以估计出符合规范的产品比例。 计算CPK前提: 过程应该处于统计控制状态,并且变差是由普通原因造成,换而言之,在进行过程能力分析之前,应该确定该过程是否受控,控制图中是否有异常因素;“服从可预测分布”,例如:正态分布(二项过程能力应该服从二项分布);数据独立:在分析CPK之前,数据应该服从正态分布,过程应该稳定受控并且数据收集过程应该独立。除了上述三个条件外,数据收集应该满足时间顺序,分析见(三、时间顺序对CPK的影响) 二、实例应用 1.数据收集分为25个组,每组5个数据 分析之前需要将数据进行转置处理,minitab中数据在多列时,每组数据占一行;或将所有数据堆叠到一列中; 进入入口1: 入口1: 单列: 多列: 入口2: 单列: 入口1: 单列: 入口2:
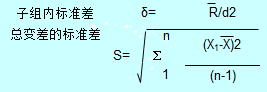
当对数据进行排序后: 原因分析: CPK=min{(USL-μ)/3σ,(μ-LSL)/3σ} PPK=min{(USL-μ)/3S,(μ-LSL)/3S} 未排序: 排序后: 从公式中我们可以看出u,CPK与PPK的计算仅为标准差不一致, CPK中σ=子组内标准差(d2为常数,可查表得),而PPK中S=总变差的标准差,从公式可以看出σ受极差影响很大,而S并不会,我们可以看出,整体标准差(S)输出结果一样,而组内标准差(σ)排序后明显比未排序要小很多。 从此处也可以看出为什么CPK叫组内过程能力指数,而PPK叫整体能力指数。也可以看出CPK对过程取样的敏感性,计算CPK不仅要考虑三个前提,对数据的收集也有讲究,并不是任何情况下考虑CPK值都是有意义的, 总结分享: 我们在想要攀登到科学顶峰之前,务必把科学的初步知识研究透彻。还没有充分领会前面的东西时,就决不要动手搞往后的事情。 |

 进入入口2:
进入入口2: 



 多列:
多列: 
 多列:
多列: 







 可以看出排序后的CPK明显高于未排序,但是PPK值却是一样的,我们得出的结论是:排序后的过程能力要高于未排序的;
可以看出排序后的CPK明显高于未排序,但是PPK值却是一样的,我们得出的结论是:排序后的过程能力要高于未排序的;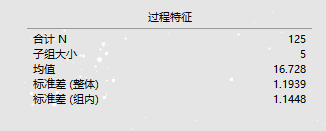

【本文地址】